| еҠ е·ҘжҜҚжқҗпјҡПҶ6.5-12mmQ195гҖҒQ215гҖҒQ235жҷ®йҖҡзӣҳеңҶ |
| еҲ¶е“Ғзӣҙеҫ„пјҡПҶ4.8-11.5mm |
| жҲҗеҪўж–№жі•пјҡдёҖж¬ЎжҲҗеһӢ |
| зәҝйҖҹеәҰпјҡ0-150зұіпјҸеҲҶй’ҹ |
| *еӨ§дә§йҮҸпјҡ6еҗЁ/е°Ҹж—¶ |
| еҶ·иҪ§е·ҘиүәпјҡеҚ§ејҸеҸҢиҪ§ |
| и°ғзӣҙж–№жі•пјҡеӨҡиҪ®зӣҙиҝӣејҸ |
| еҲҮж–ӯж–№жі•пјҡдјәжңҚйЈһеүӘ |
| еҲҮж–ӯй•ҝеәҰпјҡ1-9mпјҲеҸҜеҠ й•ҝпјү |
| еҲҮж–ӯй•ҝеәҰиҜҜе·®пјҡВұ2mm |
| е№ізӣҙеәҰпјҡ2mm/m |
| еҲҮж–ӯеҮҶзЎ®зҺҮпјҡ100% |
| еҲ¶е“ҒеӨ–еҪўзү№еҫҒпјҡдёүйқўиӮӢзӣҙжқЎ |
| жҖ»е®№йҮҸпјҡ55KW+18.5KW+3,7KW |
| дё»жңәе°әеҜёпјҡ20000Г—1550Г—1180 |
| ж•ҙжңәйҮҚйҮҸпјҡ13000kg |
| ж“ҚдҪңе·Ҙдәәпјҡ1-2дәә |
| иЈ…зҪ®е°әеҜёпјҡ30mГ—4m |
| дә§е“ҒиҙЁйҮҸпјҡеӨ–и§ӮеҸҠжқҗиҙЁеҸҜз”ұеӨ–ең°иҙЁжЈҖйғЁеҲҶеҸӮз…§еӣҪ家ж ҮеҮҶжЈҖйӘҢ |
| йҖӮ用规模пјҡеӨ§еһӢй’ўжқҗеҠ е·ҘдёӯеҝғеӨ§жү№йҮҸеҠ е·Ҙ |

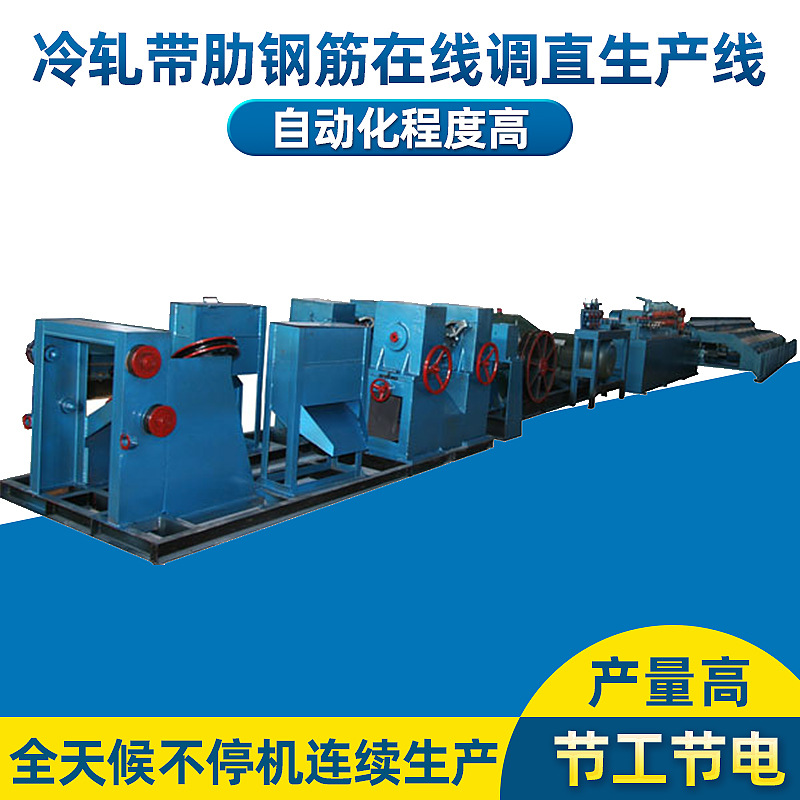
гҖҖгҖҖиҜҘи®ҫеӨҮйӣҶеҶ·иҪ§гҖҒи°ғзӣҙгҖҒеҲҮж–ӯдёәдёҖдҪ“���пјҢе®һзҺ°еҶ·иҪ§гҖҒи°ғзӣҙгҖҒеҲҮж–ӯдёҖж¬Ўе®ҢжҲҗ���пјҢеҮҸе°‘дәҶеӨҡж¬ЎиЈ…еҚёзҡ„дёӯиҪ¬зҺҜиҠӮ���пјҢй…ҚеӨҮеҸҢж”ҫзәҝзі»з»ҹгҖҒдәҢж¬ЎйӣҶж–ҷзі»з»ҹгҖҒиҮӘеҠЁж•ҙзҗҶзі»з»ҹ���пјҢжҳҜзӣ®еүҚжө·еҶ…еҶ·иҪ§еёҰиӮӢи®ҫеӨҮдёӯе…ЁеӨ©еҖҷиҝһз»ӯдёҚ���пјӣиҷ‘жҰҲзәіз’һ���пјҢдә§йҮҸеӨ§���пјҢз§Қз§Қз”ЁеәҰзӣёеҜ№дёӢйҷҚ���пјҢйҖӮеә”дәҺеӨ§еһӢй’ўжқҗеҠ е·Ҙдёӯеҝғзҡ„з”ҹдә§йңҖиҰҒ���пјҢе…·жңүд»ҘдёӢжҳҫи‘—зү№зӮ№пјҡ
гҖҖгҖҖ1гҖҒж”ҫзәҝзі»з»ҹпјҡжҺҘзәіеҸҢж”ҫзәҝзі»з»ҹ���пјҢж”ҫзәҝдёҚ���пјӣ���гҖӮ
гҖҖгҖҖ2гҖҒйў„зӣҙзі»з»ҹпјҡеўһеҠ иҝӣзәҝйў„зӣҙзі»з»ҹ���пјҢиҝӣзәҝдёҚз»һзәҝ���гҖӮ
гҖҖгҖҖ3гҖҒйҷӨйіһзі»з»ҹпјҡиҮӘдё»йқ©ж–°зҡ„360еәҰдёӨиҪ®йҷӨйіһзі»з»ҹиҫғе…¶е®ғеҺӮ家зҡ„дёүиҪ®йҷӨйіһзі»з»ҹ���пјҢз»“жһ„з®ҖеҚ•���пјҢж“ҚдҪңдҫҝеҪ“���пјҢйҷӨйіһж•ҲжһңеӨ§еӨ§жҸҗй«ҳ���пјҢйҷӨйіһиҪ®жҺҘзәіж–°еһӢеҗҲйҮ‘иҙЁж–ҷ���пјҢз»Ҹд№…иҖҗз”Ё���гҖӮ
гҖҖгҖҖ4гҖҒеҸҳйҖҹзі»з»ҹпјҡжҺҘзәіеӣҪж ҮеҚ§ејҸеҮҸйҖҹжңә���пјҢе’ҢеҸӨжқҝзҡ„з«ӢејҸеҮҸйҖҹжңәзӣёжҜ”���пјҢз»Ҹд№…иҖҗз”Ё���пјҢж“ҚдҪңдҫҝеҪ“���пјҢе®Ғйқҷж°ҙе№іеӨ§еӨ§жҸҗй«ҳ���гҖӮ
гҖҖгҖҖ5гҖҒзүөеј•зі»з»ҹпјҡжҺҘзәізү№й«ҳејәиҙЁж–ҷз”ҹдә§зҡ„зүөеј•еҚ·зӯ’���пјҢиҝһз»ӯдҪҝз”Ёеӣӣе№ҙж— йңҖз»ҙжҠӨ���гҖӮ
гҖҖгҖҖ6гҖҒеҶ·иҪ§зі»з»ҹпјҡеҶ·иҪ§жңәжһ¶е’ҢиЈ…зҪ®еңЁдёҠйқўзҡ„дёӨиҪ§жңәз®ұдҪ“еқҮжҺҘзәій“ёйҖ жҲҗеһӢ���пјҢз®ұдҪ“й’ўжҖ§еҘҪ���пјҢжҜҸеҸ°иҪ§жңәеҸҜе®ҢжҲҗдәҢйҒ“еҸҳеҪўеҮҸеҫ„дҪңдёҡ���пјҢжҲ–дёҖйҒ“еҮҸеҫ„дёҖйҒ“зүҷиӮӢдҪңдёҡ���пјҢйҖӮеә”иҪ§еҲ¶еӨҡз§Қдә§е“Ғзҡ„йңҖиҰҒ���гҖӮйӣҶжҲҗз»“жһ„���пјҢе’Ңз–Ҹж•Јз»“жһ„зӣёжҜ”���пјҢеҫӘеӣҙз»•зәҝи·қзҰ»зј©зҹӯ50%���пјҢиҫғеҗҢеҠЁеҠӣи®ҫеӨҮдә§йҮҸжҸҗй«ҳ40%д»ҘдёҠ���пјҢжҺҘзәідёӨеҸ°иҪ§жңә���пјҢи°ғи§Јз®ҖеҚ•дҫҝеҪ“���пјҢе·ҘиүәеҗҲзҗҶ���пјҢй…ҚеӨҮ**зҡ„收зәҝзі»з»ҹ���пјҢдёҚдјҡжңүж–ӯдёқгҖҒеҲ¶е“ҒиҙЁйҮҸдёҚзЁіе®ҡзӯүејҠз—…���гҖӮ
гҖҖгҖҖ7гҖҒеә”еҠӣж¶ҲйҷӨпјҡеҶ·иҪ§жҲҗеһӢдә§е“Ғз»Ҹеә”еҠӣж¶ҲйҷӨзі»з»ҹж¶ҲйҷӨеӣ еҶ·иҪ§иҖҢзҲҶеҸ‘зҡ„еҶ…еңЁеә”еҠӣ���пјҢжҸҗй«ҳдә§е“Ғзҡ„延伸жҖ§���пјҢдә§е“Ғе®Ңе…ЁжҠөиҫҫпј‘пј“пј—пјҳпјҳпјҚпј’пјҗпјҗпјҳеҶ·иҪ§еёҰиӮӢй’ўзӯӢеӣҪ家ж ҮеҮҶ
гҖҖгҖҖ8гҖҒи°ғзӣҙзі»з»ҹпјҡжҺҘзәіеӨҡиҪ®зӣҙиҝӣејҸи°ғзӣҙж–№жі•���пјҢйҖҹеәҰеҝ«���пјҢдёҚжүӯжӣІ���пјҢдёҚдјӨиӮӢ���гҖӮ
гҖҖгҖҖ9гҖҒеҲҮж–ӯзі»з»ҹпјҡдјәжңҚжҺ§еҲ¶еҲҮж–ӯ���пјҢиғҪеҢ…з®Ўй«ҳйҖҹиҝҗеҠЁзҠ¶жҖҒдёӢзҡ„еҲҮж–ӯеҮҶзЎ®жҖ§гҖҒзІҫзЎ®жҖ§���пјҢиҙЁж–ҷжҚҹеӨұзҺҮйҷ©дәӣдёәйӣ¶���гҖӮ
гҖҖгҖҖ10гҖҒиҗҪж–ҷзі»з»ҹпјҡиҮӘеҠЁж•ҙж–ҷиҗҪж–ҷеҸҠ收жҚҶзі»з»ҹ���пјҢж— йңҖдәәе·ҘиҮҙзҗҶ���пјҢеҮҸе°‘ж•ҙзҗҶйғЁдҪҚзҡ„дәәдёә���пјҢдәҢж¬ЎйӣҶж–ҷ���пјҢе’ҢеҸҢж”ҫзәҝзі»з»ҹгҖҒиҮӘеҠЁи®Ўж•°гҖҒPLCзј–зЁӢзӣёз»“еҗҲ���пјҢи®ҫеӨҮдёҚдјҡеӣ ж”ҫзәҝгҖҒжӣҙжҚўе·®еҲ«е°әеҜёгҖҒ收жҚҶиҖҢ���пјӣ���гҖӮ
гҖҖгҖҖ11гҖҒжҺ§еҲ¶зі»з»ҹпјҡиҮӘеҠЁжЈҖжөӢе’Ңе®Ғйқҷ���пјӣгҒҷПҖ���пјҢPLCиҮӘеҠЁжҺ§еҲ¶���пјҢиҮӘеҠЁи®Ўж•°гҖҒи®Ўй•ҝ���пјҢиғҪеҗҢж—¶иҫ“е…ҘеӨҡз§Қе°әеҜё���пјҢжӣҙжҚўе·®еҲ«е°әеҜёзҡ„дә§е“Ғж—¶ж— йңҖ���пјӣ���пјҢе®Ңе·ҘиҮӘеҠЁ���пјӣ���пјҢеҸҳйў‘иҠӮз”өгҖҒи°ғйҖҹ���пјҢиҠӮз”ө30%д»ҘдёҠ���пјҢж— жһҒеҸҳйҖҹ���пјҢдҪҺйҖҹеҗҜеҠЁ���пјҢдёҚжҚҹдјӨи®ҫеӨҮ���пјҢжҳ“ж“ҚдҪң���пјҢе®ҒйқҷгҖҒзЁіе®ҡ���гҖӮ
гҖҖгҖҖ12гҖҒжң¬и®ҫеӨҮе…·жңүиҠӮе·ҘгҖҒиҠӮз”өгҖҒиҠӮжқҗгҖҒе®ҒйқҷгҖҒ**гҖҒй«ҳзЁіе®ҡзҡ„зү№еҫҒ���гҖӮ
дҝқдҝ®пјҡ
гҖҖгҖҖиҰҒе®ійғЁдҪҚеқҮдҪңзү№ж®ҠеӨ„зҗҶпјҲз”ЁжҲ·еҸҜжҜ”з…§еӣҪ家超硬иҙЁж–ҷж ҮеҮҶдәІиҮӘжЈҖжөӢпјү���пјҢй…ҚеҘ—еҺӮ家еқҮдёәжө·еҶ…**дјҒдёҡпјҲз”ЁжҲ·иҮӘе·ұеҸҜеңЁдә’иҒ”зҪ‘дёҠжұӮиҜҒй…ҚеҘ—дјҒдёҡзҡ„е®һеҠӣпјү���пјҢдёҖе№ҙеҶ…е…Қиҙ№ж•ҲеҠі���пјҢдёүе№ҙеҶ…дёҖеҚғе…ғд»ҘдёҠзҡ„еӨ§д»¶жҚҹеӨұжҲ–е№ҙжҖ»з»ҙдҝ®иҙ№еҮҢй©ҫи®ҫеӨҮжҖ»йҖ д»·зҡ„1%д»ҘдёҠйғЁеҲҶеқҮз”ұжҲ‘еҺӮеҚ–еҠӣпјҲжҳ“жҚҹ件йҷӨеӨ–пјү���гҖӮ

иҮӘеҠЁж•ҙзҗҶзі»з»ҹеҠ дәҢж¬ЎйӣҶж–ҷиЈ…зҪ®���пјҢеҸҜд»ҘеҮҸе°‘дёҖдёӘж“ҚдҪңдәәе‘ҳ���пјҢ并且иғҪжү“е°ҸеҢ…���пјҢжӣҙйҖӮеә”й—Ёеә—з»Ҹй”Җе•Ҷзҡ„йңҖиҰҒ

еҚ§ејҸеҸҢиҪ§е·Ҙиүә���пјҢз»“жһ„зҙ§еҮ‘���пјҢеҚ ең°е°‘���пјҢжҳ“ж“ҚдҪң���пјҢдј еҠЁж•ҲзҺҮй«ҳ���пјҢзңҒе·ҘзңҒз”ө

дјәжңҚйЈһеү‘еҲҮж–ӯ���пјҢеҸҚеә”еҝ«���пјҢиғҪеҢ…з®Ўй«ҳйҖҹй«ҳзІҫеәҰеҲҮж–ӯ

иҪ®еҺӢејҸ���пјҢй«ҳйҖҹи°ғзӣҙжңә���пјҢжҜҸеҲҶй’ҹеҮәзәҝ150зұі

еҚ§ејҸеҸҢиҪ§е·Ҙиүә���пјҢеҶ·иҪ§еҗҺзӣҙжҺҘи°ғзӣҙ���пјҢдёҚйңҖиҰҒжү“еҢ…дәҶеҶҚејҖеҢ…и°ғзӣҙ���пјҢзңҒе·ҘзңҒз”ө���пјҢжҸҗй«ҳдә§йҮҸеўһеҠ дәҢж¬ЎйӣҶж–ҷиЈ…зҪ®���пјҢеҸҜд»Ҙе®һзҺ°дёҚ���пјӣ���пјҢиҝҳиғҪе·Ёз»ҶеҢ…���пјҢдҫҝдәҺй—Ёеә—е®ўжҲ·й”Җе”®ж—¶жё…зӮ№ж•°йҮҸ






 дё“жіЁе»әзӯ‘й’ўжқҗж·ұеҠ е·Ҙзҡ„з ”еҸ‘е’ҢеҲ¶йҖ
дё“жіЁе»әзӯ‘й’ўжқҗж·ұеҠ е·Ҙзҡ„з ”еҸ‘е’ҢеҲ¶йҖ